Denna artikel kommer att lära dig hur man kan gå smidd koppar och / eller sand gjutna rördelar mässing och kopparrör, i en uppvärmning under 800 grader Fahrenheit utnyttjar en metallegering filler (bly, tenn, antimon och / eller silver). Alla komponenter är allmänt tillgängliga i VVS, värme och kyla hus försörjning, och "big box" järnaffärer som Home Depot och Lowes.
Steg
- 1Erhåll kopparrör av lämplig ytterdiameter och väggtjocklek. Koppar slangar som används för rörsystem rördragning är tillgängligt enl nominellt, dvs den yttre diametern av röret är 1/8 "(0,125 inches) större än sin angiven nominell storlek Exempel:. Ett" nominell kopparrör mäter 1,125 "inches i diameter.
- 2Inse att de flesta, men inte alla nominellt dimensionerade kopparrör finns i fyra vikter, eller väggtjocklekar, beroende på typ och / eller placering av systemet du skapar. Här är några exempel:
- Typ K... grönt tryck... tyngsta väggen, direkt i marken begravning, även 'dead soft "i glödgade rullar.
- Typ L... blå printing...commercial / bostads installationer.
- Typ M... rött tryck... bostäder, lättaste väggen används för trycksatta system.
- Typ DWV... gul utskrift... avlopp, avfall, samt utlopp tjänsten, inget tryck, större storlekar slangar bara, belysningsarmaturer vikt tillgängliga för dess installation, även vanliga vikten beslag passar.
- Kopparrör avsedd för kylning tjänsten, dvs ledning av freon köldmedier under tryck, säljs är verklig diameter, inte nominellt storlek. Såld rengjorda, kväverenad och tak, i typ K bara, är det stelt och glödgad. Det bör vara förenade med fyllmedel som kräver upphettning över 800 grader Fahrenheit (lödda). B rasera är inte ämnet för denna artikel, även om fogningsmetoder är likartade.
- 3Skaffa lämplig storlek och inredning typ för det system du bygger. Smitt beslag har inte pinhålet läckande problem som förekommer allmänt i beslag sand gjutna. Här är några typiska typer av kopplingar:
- Manliga / kvinnliga adaptrar, som används för att ansluta en löda rör till ett gängat rör.
- Reduceringspluggar, brukade gå från en större storlek rör till en mindre storlek.
- Armbågar, som används för att vända hörn, typiskt 90 böjar grad, men finns även i 45 graders böjar.
- Tees och kors, som används för att ansluta en gren slang till den huvudsakliga slang, med en tee, eller två grenar i händelse av ett kors.
- 4Skaffa lämpligt fyllnadsmaterial, känd som lod. Finns i många olika typer, för dricksvattensystem sk blyfri fast kärna lod måste användas. Det är oftast 95/5 (95% tenn och 5% antimon), eller en legering av tenn och en liten mängd silver, vanligen säljs i 1 £ rullar 1/8 "diameter tråd. Löd med bly inte får användas för dricksvattensystemen.
- 5Skaffa lämplig lodflussmedel. Detta är vanligtvis en gelé med zinkklorid eller kolofonium rengöring komponent som används för att täcka både rengjorda ytor som ska lödas före montering och värme. Kopparrör bör inte lödas med en sur kärna löda eftersom det fräter leden. Flytande och fasta flussmedel används ibland. Det är den funktion av flödet, vid upphettning, för att underlätta ytterligare rengöring, för att utesluta atmosfäriskt syre för att förhindra reoxidation, och medhjälpare i väta ut lodet.
- 6Skaffa en värmekälla av tillräcklig utmatningskapacitet för att värma den monterade massan av montering och slang till en temperatur över den som krävs för att smälta fyllmedlet lodet, typiskt 400 till 500 grader Fahrenheit. En propan / luft, eller acetylen / luft ficklampa försedd med en spets av lämplig storlek används oftast. Elektriska värmekällor, såsom lödning vapen eller strykjärn producerar inte tillräckligt med värme för att gå med kopparrör effektivt. Ren, torr bomull trasor och en sprayflaska full med vatten kommer att slutföra de nödvändiga lödmaterial.
- 7Avlägsna beläggningen kopparoxid på både utsidan av röret i området för att föras in i passande, och insidan av armaturen själv med hjälp av sandpapper, smärgelduk, eller anordningar specialitet som säljs i butiker för detta ändamål. Det kan inte nog betonas att all kopparoxid grundligt måste avlägsnas från båda ytorna tills de är båda helt rena, utan smuts, fett, olja eller andra hinder som kommer att störa vätning av lodet. Underlåtenhet att utföra detta viktiga steg kommer att resultera i ett läckage gemensamt. Borsta både rengjorda ytor med flussmedel så snart som möjligt efter rengöringen och montera kopplingen och slangen.
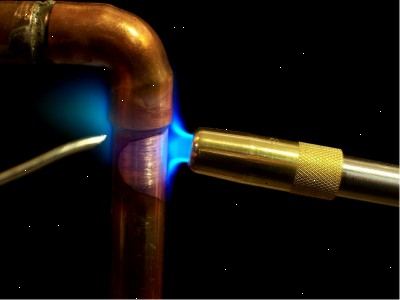
- 8Tänd brännaren och justera den så att du har en blå låga. Flytta till slutet av den blå lågan mot den monterade kopplingen och slangen, spelar allt runt komponenterna i området i vilket lodet måste placeras. Med ständig rörelse hela tiden, värme långsamt och likformigt (inte överhettas) samtidigt testa smältpunkten för lodet genom att vidröra spetsen på lödtråd till det gemensamma. Så snart lodet smälter i skarven, flytta blå låga aning bort från armaturen och koncentrera den på sidan motsatt det smälta lodet. Fortsätta utfodring av små mängder av lod och facklan rörelse tills lodet har inringade kopplingen. Värm inte. Löd kommer att verka för att köra till värmen. Syftet här är att tillåta lodet att helt fylla, genom kapillär-och gravitationsvätskefilter handling, området mellan anslutningen och slangen. På större beslag, koncentrera värmen något före den fuktade lod.
- 9Torka bort överflödig vätska lod från de heta ytorna med en ren, torr bomullstrasa. Spraya en dimma av vatten på området lödas att frysa lodet och förhindra rörelse av leden som skulle skapa en läcka.
- 10Var säker på att spola rören grundligt med färskt dricksvatten för att avlägsna överflödigt flussmedel, smuts, eller lösa lödningar pärlor inuti slangen efter alla lödda anslutningar är slutförda. Kontrollera efter läckor när jobbet är gjort.
Tips
- Sätt in den rengjorda, mjukades slangen i den rengjorda, mjukades passande att få en stark fog.
- De flesta problem påträffas av nybörjare inte grundligt rengöring både ytan av röret och insidan av kopplingen, och snabbt täcker både med flussmedel efter rengöring.
- Överhettning den sammansatta mjukades leden kommer att tillåta re-oxidation av ytorna och inte tillåta lodet att följa heller. Konstant ficklampa rörelsen är ett måste, med temperaturen i rätt intervall kritisk. Om leden är överhettad och svärtade, demontera och åter städa.
- Varje liten upptining av vatten genom det gemensamma är lödda förhindrar fullständig vidhäftning. Om systemets ventiler inte kommer att stoppa droppa, använda vitt bröd utan skorpan insatt i slangen så långt bort som möjligt från det uppvärmda området att tillfälligt dammen vattenflödet innan snabbt lödning. Den vita brödet löser sig lätt under spolningsoperationen föreslog i slutet av jobbet.
- Se YouTube för videopresentationer (en bild säger mer än tusen ord).
- När en byggnad inspektör måste godkänna avslutade jobbet, möter den färgade utskrift på sidorna av slangen så att den lätt kan ses av inspektören. Färgen på utskriften indikerar väggtjockleken av röret, och i många byggnormer väggtjocklek har angetts.
- Systemet får inte ha övertryck i det medan lödning, särskilt på den sista leden. En läcka kommer att skapas av bubblor genom leden skapad av expanderande gaser inom den uppvärmda slangen. Lufta systemet före lödning.
- Demontera och ta bort komponenter som innehåller brickor eller packningar som kan skadas vid lödningen uppvärmning. Sätt ihop vid färdigställandet.
Varningar
- Fire är en ständigt närvarande fara vid användning facklor i trånga utrymmen. En brandsläckare ska finnas omedelbart tillgänglig innan du tänder facklan. Hot löda kommer döda dig om det kastas in i ögat. Bär skyddsglasögon.
Saker du behöver
- Kopparrörskartell
- Sandgjutet eller smidda beslag
- Lödmetall
- Flux med flux borste
- Propan eller acetylen fackla
- Brandsläckare
- Sandpapper
- Tubing fräsar