Denna artikel handlar främst om lödning av hålmonterade komponenter till kretskort (PCB). Hålmonterade komponenter är sådana som har leder (menande trådar eller flikar) som passerar genom ett hål i styrelsen och är lödda till dynan (ett område med metallplätering) runt hålet. Hålet kan vara pläterade igenom eller inte.
Lödning av andra elektriska produkter såsom kablar, klackar, har lite olika steg, men de allmänna principerna är desamma.
Steg
- 1Välj rätt komponent. Många komponenter se likadana ut, så läs etiketterna eller kolla noga.
- 2Bend leder rätt om det behövs, diskutera stress. Kompletteras...
- 3Clinching leder. Diskutera om att skära leder innan eller efter lödning baserat på huruvida heatsinking effekten krävs. Kompletteras...
- 4Smält en liten klump löda på slutet av lödkolven. Detta kommer att användas för att förbättra överföringen av värme till ditt arbete.
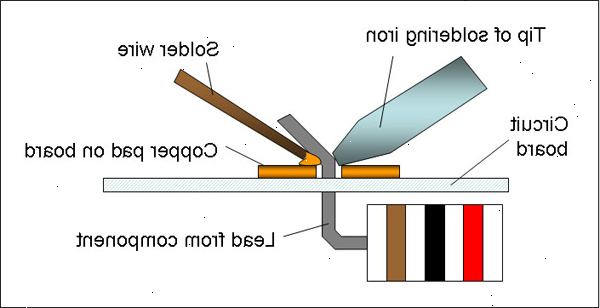
- 5Försiktigt placera spetsen (med blob) på gränsytan mellan bly och dynan. Spetsen eller klump måste beröra både ledningen och dynan. Kontakten / blob bör inte röra vid icke-metalliska pad område av PCB (dvs. glasfiber område) eftersom detta område kan skadas av hög värme. Detta bör nu värma arbetsområdet.
- 6"Feed" lodet på gränssnittet mellan dynan och bly. Mata inte lodet på spetsen! Blyet och pad bör upphettas tillräckligt för lodet att smälta på den (se föregående steg). Om lodet inte smälter in på området, är den troligaste orsaken otillräcklig värme har överförts till det. Den smälta lodet skulle "klibb" till dynan och leda samman genom ytspänning Detta är vanligtvis kallas.
- med praktiken, kommer du lära dig att värma fogen mer effektivt med det sätt du håller strykjärnet på arbetet
- flödet från lödtråd är endast aktiv i cirka en sekund maximum efter smältning på leden som det långsamt "bränns bort" genom värme
- lod väter en yta endast om:
- ytan är tillräckligt uppvärmd och
- det finns tillräckligt flöde närvarande för att ta bort oxidation från ytan och
- ytan är ren och fri från fett, smuts etc.
- 7Lodet skall i sig, "springa runt" och fyll i gränssnittet. Sluta mata lodet när rätt mängd lod har lagts till leden. Den korrekta mängden lod avgörs av:
- för icke pläterade genomgående hål (icke-PTH) PCB (de flesta hemgjorda PCB är av denna typ) - sluta mata när lodet bildar en platt filé
- för pläterade genomgående hål (PTH) PCB (de flesta kommersiellt tillverkade PCB) - sluta mata när en fast konkav filé kan ses
- för mycket lödtenn kommer att utgöra en "kupig" gemensamt med en konvex form
- för lite lödtenn kommer att utgöra en "mycket konkav" gemensamt.
Tips
- De flesta lödkolvar har utbytbara spetsar. Lödkolv spetsar har en begränsad livslängd och även finns i olika typer av former och storlekar, för att passa en mängd olika jobb.
- Det är lätt att skada en komponent med för mycket värme. Vissa komponenter (dioder, transistorer, etc.) är ganska känsliga för värmeskador och måste ha en liten aluminium klipp (kylfläns) klämmas fast på sina leder på motsatt (ej lödda) sida av kretskortet för att undvika att förstöra komponenten. Använd en 30 watts järn och praktik lödning snabbt för att undvika överhettning.
- Spetsen på en lödkolv tenderar att fastna med tiden (om ofta använda), på grund av oxider som byggs upp mellan koppar spetsen och järn hylsan. Pläterade spetsar brukar inte ha detta problem. Om koppar spetsen inte avlägsnas då och då, kommer den att fastna permanent i lödkolven! Det förstörs sedan. Därför: var 20 - 50 eller så timmar av användning, när den är kall, ta bort spetsen och flytta den fram och tillbaka och runt så att oxid skalor kan komma ut, innan de låses den på plats igen! Nu lödkolv kommer att pågå under många års användning!
- Håll händig en gummi-glödlampa eller annan sug desolderer (suger upp smält lödtenn) eller en spole av Avlödningsflätor (fin kopparnät som absorberar smält lod) i fall du röra dig och behöver koppla något eller ta bort överflödigt lod från en gemensam.
Varningar
- Lödkolvar är mycket varmt. Rör inte spetsen med huden. Också alltid använda ett stativ eller hållare för att hålla spetsen uppåt och bort från din arbetsyta.
- Lod, speciellt bly-baserade lod, innehåller farliga ämnen. Tvätta händerna efter lödning, och vara medvetna om att varor som innehåller lod kan kräva särskild hantering när du kastar dem.
Saker du behöver
- . En lödkolv Lödkolvar är vanligtvis antingen:
- Fast makt - t.ex. 25W (små jobb) till 100W (stora jobb, tunga kablar etc)
- Variabel temperatur - kan tip temperaturen kontrolleras för att passa storleken av jobbet
- Tång, nål-nosed tång eller pincett för att hålla komponenten.
- En klämma eller stå för att hålla styrelsen.
- Flussmedelkärnad lödtråd.
- Lodlegeringar.
- Den vanligaste lodlegeringen används i elektronik är tenn-bly 60/40. Denna legering rekommenderas om du är ny på lödning, men är farlig.
- Olika blyfria legeringarna blir populära nyligen. Dessa kräver högre löda temperaturerna och inte "våta" liksom tenn-bly-legeringar. Men de är säkrare och kan vara mer effektiva. 96,5 Tin / 3,5 Silver är den mest framgångsrika och kommer att producera en gemensam med mindre elektriskt motstånd än någon tenn-bly-legering.
- Både bly och blyfria formuleringar är tillgängliga online på platser som solderdirect.com och i din lokala Radioshack / Homedepot Store
- Flux. Flux är en tillsats i lod som underlättar lödningsprocessen genom att avlägsna och förhindra oxidation och genom att förbättra vätande egenskaperna hos flytande lod. Det finns olika typer av tillgängliga för lodet.
- Rosin är oftast används av hobby. Efter lödning, den lämnar en brun, klibbig återstod, som är icke-korrosivt och icke-ledande, men kan rengöras om så önskas med ett lösningsmedel, såsom isopropanol (även kallad isopropylalkohol eller IPA). Det finns olika kvaliteter av Rosin flux, den vanligaste är "RMA" (Rosin Milt Aktiverad).
- No-clean fluss lämnar en tydlig rest efter lödning, som är icke-korrosivt och icke-ledande. Detta flöde är avsedd att lämnas kvar på lödförbindningen och omgivande områden.
- Vattenlösliga flussmedel har oftast en högre aktivitet (dvs. är mer aggressiv) som lämnar en rest som måste rengöras med vatten. Resten är, och kan också skada kortet eller komponenter om de inte rengörs på rätt sätt efter användning.
- Lodlegeringar.